Jiayu Ye
Additive manufacturing (AM) has been widely used in the aerospace, medical implant, and other industry sectors in recent years due to its extraordinary capability of net-shape building of parts with complex geometries. As a member of the AM category, laser metal deposition (LMD) is a superior technology for repair, coating, and refurbishment. Following its name, the mechanism of LMD is that metal powders are heated by a laser beam and become molten, after which they are blown from a nozzle. The molten metal drops are then directly deposited and solidified onto the surface of the substrate along the laser scanning path, which builds the part layer by layer. However, this technology still faces many challenges despite its inherent advantages. System inputs such as heat input rate and scanning speed are usually set empirically. If they are set inappropriately, defects (e.g. porosity & cracking) will occur and cause the failure of the part and material wastage.
In recent years, many researchers have focused on in-situ monitoring of the process signatures (e.g. melt pool temperature & size) to characterise the impacts of the chosen values for these system inputs. But after measuring these signatures, what do they mean for final product qualities? Are there enough signatures to be monitored? This unclear relationship between process signatures & final product qualities is currently the most challenging problem in AM. Therefore, the aims of this research are to (i) determine if there is other process information that relates to product quality, and (ii) build the bridge between the family of process signatures and the family of final product qualities using a data-driven method (machine learning).
![Figure 1: Workflow schematic for this study. The training set for the ML algorithms contains three dataset; predefined process parameters, process signatures extracted from in-situ image data, and target features. Input features were selected based on Spearman's correlation with target features. Six ML algorithms were compared for predictive performance [1].](https://s7ap1.scene7.com/is/image/rmit/figure1-jiayu-ye?wid=380)
 Figure 2: Experimental setup of laser metal deposition system used throughout this study
Figure 2: Experimental setup of laser metal deposition system used throughout this study
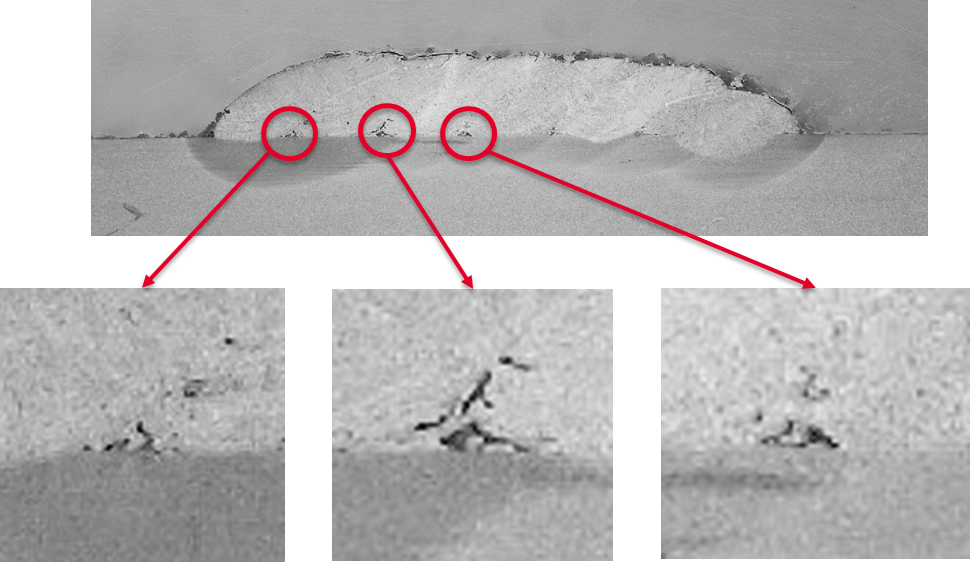 Figure 3: An example of the cross-section of stainless steel 316L multi-track cladding. The lack-of-fusion defects occur at the bottom between neighbouring tracks.
Figure 3: An example of the cross-section of stainless steel 316L multi-track cladding. The lack-of-fusion defects occur at the bottom between neighbouring tracks.
The project was conducted in conjunction with CSIRO.

Metal Fabrication
Cold spray, melt pool, friction stir welding, multifunctional coatings for biomedical Mg alloys, visual monitoring of metal powder